
安徽安庆某铜铅锌矿为中、小型多金属共生复杂硫化铜铅锌矿床,现试生产中出现有用矿物回收率不高,分离效果不好等情况,为提高企业经济效益,充分利用矿产资源,针对矿石特点,进行了系统试验研究,确定了分选工艺流程及药剂制度,选矿指标较为理想。
1矿石性质
安徽安庆某铜铅锌矿矿床为中、低温热液充填型矿床。近矿围岩蚀变是中、低温蚀变组合的硅化、重晶石化及碳酸盐化,金属矿物也是比较典型的中低温矿物组合,主要以充填形式产出。金属矿物主要有方铅矿、闪锌矿、黄铜矿、黝铜矿,次要矿物黄铁矿、磁黄铁矿,微量矿物银金矿、兰辉铜矿,次生矿物孔雀石、铜兰、铅黄,脉石矿物主要有方解石、白云石、石英、重晶石,此外还有绢云母、绿泥石、磷灰石等。原矿多元素化学分析结果见表1,原矿铜矿物物相分析结果见表2。
表1 原矿多元素化学分析结果 %
|
成分 |
Cu |
Pb |
Zn |
Ag |
S |
As |
TFe |
SiO2 |
Al2O3 |
CaO |
|
含量 |
0.37 |
2.16 |
1.19 |
85.1 |
2.34 |
0.05 |
4.69 |
35.49 |
4.06 |
8.49 |
注: Ag含量单位为g/t。
从表1可见,该矿石可以进行综合回收的为铜、铅、锌、银,其他元素因含量低,不具有回收价值。
表2 铜物相分析结果 %
|
铜物相 |
氧化铜 |
硫化铜 |
结合铜 |
总铜 |
|
铜含量 |
0.0352 |
0.32 |
0.0082 |
0.36 |
|
铜占有率 |
9.78 |
87.94 |
2.28 |
100.00 |
从表2可见,该矿石含大量的次生铜和氧化铜,是造成铜、铅矿物与锌矿物分选困难的原因。
2 选矿试验
安徽安庆某铜铅锌矿选矿试验的关键在铜、铅矿物与锌矿物分离以及铜铅分离。方铅矿与黄铜矿等铜矿物可浮性相近,一般在处理铜铅锌矿石时,常将铜铅选为混合精矿,然后再进行铜铅分离,本试验也采用此种工艺流程。在矿山试生产中出现了锌矿物抑制效果不好,铜铅混合精矿含锌高的情况,分析原因是矿石中次生铜矿和氧化铜矿的存在,在磨矿过程中产生大量Cu2+,活化了闪锌矿,给铜铅矿物与锌矿物分离带来困难,找到此矿石锌矿物的有效抑制剂是解决问题的关键。
铜、铅矿物与锌矿物分离试验,经多种锌矿物抑制剂比较,硫酸钠、硫酸锌组合抑制剂对活化的闪锌矿有较强抑制作用,作用机理是ZnSO4+Na2S反应生成的细粒分散胶体硫化锌,会吸收矿浆中的铜离子,胶体也会吸附在闪锌矿表面。铜铅分离采用用重铬酸钾抑制铅,进行铜铅分离的常规法工艺流程。
2.1混合粗选磨矿细度试验
固定混合粗选药剂用量:CaO为 300g/t、Na2S 为300g/t、ZnSO4 为600g/t、苯胺黑药 为40g/t、Z-200# 为10g/t、2#油为16g/t做磨矿细度试验,试验流程见图1,结果见表3。
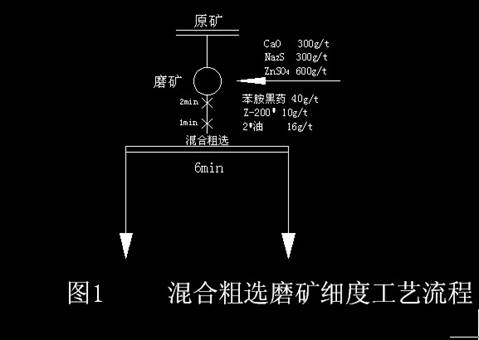
图1 混合粗选磨矿细度试验流程
表3 磨矿细度试验结果
|
磨矿细度 -0.074mm含量/% |
产率 /% |
品位/% |
回收率/% |
||||
|
Cu |
Pb |
Zn |
Cu |
Pb |
Zn |
||
|
65 |
6.42 |
4.71 |
31.31 |
2.09 |
84.00 |
89.74 |
10.73 |
|
70 |
5.89 |
5.09 |
34.73 |
2.38 |
83.28 |
91.32 |
11.21 |
|
75 |
6.02 |
5.03 |
33.56 |
2.28 |
84.11 |
90.19 |
10.98 |
|
80 |
5.96 |
5.09 |
34.22 |
2.28 |
84.27 |
91.05 |
10.87 |
|
原矿 |
100 |
0.36 |
2.24 |
1.25 |
100.00 |
100.00 |
100.00 |
由表3可知, -0.074mm含量为65%~80%时,浮选指标差异不大,随着磨矿细度的升高,铜的回收率略升高,但铅、锌回收率略有下降。综合考虑选择磨矿细度-0.074mm占70%为宜。
2.2铜铅矿物与锌矿物分离,锌矿物抑制剂试验
矿石含有较多的氧化铜和次生硫化铜,闪锌矿得到活化,硫酸钠、硫酸锌组合抑制剂对活化的闪锌矿有较强抑制作用。硫化钠、硫酸锌组合抑制剂用量试验工艺流程见图1,试验结果见表4。
表4 硫化钠、硫酸锌用量试验结果
|
硫化钠/硫酸锌 混合用量/ (g/t) |
产率/% |
品位/% |
回收率/% |
||||
|
Cu |
Pb |
Zn |
Cu |
pb |
Zn |
||
|
100/200 |
7.22 |
4.18 |
28.63 |
3.62 |
83.83 |
92.28 |
20.91 |
|
200/400 |
6.29 |
4.78 |
32.65 |
3.32 |
83.52 |
91.68 |
16.70 |
|
300/600 |
5.89 |
5.09 |
34.73 |
2.38 |
83.28 |
91.32 |
11.21 |
|
400/800 |
6.00 |
4.82 |
33.67 |
2.18 |
80.33 |
90.19 |
10.46 |
|
原矿 |
100.00 |
0.36 |
2.24 |
1.25 |
100.00 |
100.00 |
100.00 |
由表4可知,当硫化钠、硫酸锌用量小时,锌矿物抑制效果不好,但用量过大,铜、铅矿物也会抑制,尤其是铜矿物。综合考虑,确定硫化钠300g/t,亚硫酸钠600g/t。
2.3混合粗选石灰用量试验
石灰既是PH值调整剂,又是黄铁矿的有效抑制剂,石灰加入磨矿过程还可以沉淀铜离子。试验工艺流程见图1,其用量试验结果见表5。
表5 石灰用量试验结果
|
石灰用量 / (g/t) |
产率/% |
品位/% |
回收率/% |
||||
|
Cu |
Pb |
Zn |
Cu |
pb |
Zn |
||
|
100 |
6.13 |
4.91 |
33.42 |
3.15 |
83.61 |
91.46 |
15.45 |
|
200 |
5.96 |
5.04 |
34.31 |
2.93 |
83.44 |
91.29 |
13.97 |
|
300 |
5.89 |
5.09 |
34.73 |
2.38 |
83.28 |
91.32 |
11.21 |
|
400 |
5.76 |
5.20 |
35.21 |
2.45 |
83.20 |
90.54 |
11.29 |
|
原矿 |
100.00 |
0.36 |
2.24 |
1.25 |
100.00 |
100.00 |
100.00 |
由表5可知,当石灰用量小时,混合粗选精矿含锌高,用量过大,影响铜、铅回收。综合考虑,确定石灰用量为300g/t。
2.4混合粗选苯胺黑药捕收剂用量试验
苯胺黑药对硫化铅矿捕收能力较强,选择性好,泡沫不粘;试验铜铅混选作业用苯胺黑药和Z-200#作为捕收剂,试验工艺流程见图1,其试验结果见表6。
表6 苯胺黑药用量试验结果
|
苯胺黑药用量/ (g/t) |
产率/% |
品位/% |
回收率/% |
||||
|
Cu |
Pb |
Zn |
Cu |
pb |
Zn |
||
|
10 |
5.54 |
5.15 |
35.43 |
2.33 |
79.25 |
87.63 |
10.33 |
|
20 |
5.63 |
5.20 |
36.08 |
2.44 |
81.32 |
90.68 |
10.99 |
|
30 |
5.74 |
5.15 |
34.86 |
2.47 |
82.11 |
89.33 |
11.34 |
|
40 |
5.89 |
5.09 |
34.73 |
2.38 |
83.28 |
91.32 |
11.21 |
|
50 |
5.95 |
5.05 |
33.94 |
2.34 |
83.47 |
90.15 |
11.14 |
|
原矿 |
100.00 |
0.36 |
2.24 |
1.25 |
100.00 |
100.00 |
100.00 |
由表6可知,苯胺黑药用量从10g/t增加到40g/t,铅的回收率成上升趋势,增加到50g/t,铅的回收率反而下降了。故确定苯胺黑药最佳用量为40g/t。
2.5混合粗选Z-200#捕收剂用量试验
Z-200#对硫化铜矿有较强的捕收作用,铜铅混选作业,在用苯胺黑药的同时,添加Z-200#以便更好地回收铜矿物,试验工艺流程见图1,试验结果见表7。
表 7 Z-200#用量试验结果
|
Z-200#用量 / (g/t) |
产率/% |
品位/% |
回收率/% |
||||
|
Cu |
Pb |
Zn |
Cu |
pb |
Zn |
||
|
5 |
5.53 |
5.20 |
36.54 |
2.46 |
79.88 |
90.21 |
10.88 |
|
10 |
5.89 |
5.09 |
34.73 |
2.38 |
83.28 |
91.32 |
11.21 |
|
15 |
5.65 |
5.30 |
35.86 |
2.45 |
83.18 |
90.45 |
11.07 |
|
原矿 |
100 |
0.36 |
2.24 |
1.25 |
100 |
100 |
100 |
由表7试验结果可知,添加Z-200#后,铜的回收率较高,效果显著。确定Z-200#用量为10g/t。
2.6锌粗选硫酸铜用量试验
选锌时,需加活化剂硫酸铜来活化受抑制的锌矿物,需要确定硫酸铜的用量。固定混合粗选药剂用量:CaO 300g/t、Na2S 300g/t、ZnSO4 400g/t、苯胺黑药 40g/t、Z-200# 10g/t、2#油 16g/t,固定锌粗选1药剂用量:CaO 800g/t、丁基黄药 50g/t、2#油 16g/t,固定锌粗选2药剂用量:丁基黄药 25g/t、2#油 16g/t,进行锌粗选1CuSO4活化剂用量试验,试验工艺流程见图2,试验结果见表8。
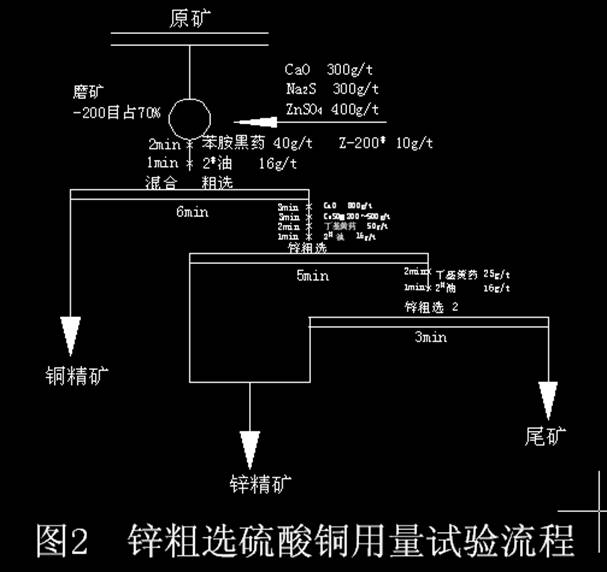
表8 锌粗选硫酸铜用量试验结果
|
CuSO4用量/ (g/t) |
产品名称 |
产率/% |
Zn品位/% |
回收率/% |
|
200 |
铜铅精矿 |
5.93 |
2.20 |
10.87 |
|
锌精矿 |
4.13 |
24.24 |
83.43 |
|
|
89.94 |
0.073 |
5.70 |
||
|
原矿 |
100.00 |
1.20 |
100.00 |
|
|
300 |
铜铅精矿 |
5.96 |
2.21 |
11.35 |
|
锌精矿 |
3.95 |
24.59 |
83.73 |
|
|
尾矿 |
90.09 |
0.064 |
4.92 |
|
|
原矿 |
100.00 |
1.16 |
100.00 |
|
|
400 |
铜铅精矿 |
5.84 |
2.21 |
11.23 |
|
锌精矿 |
4.01 |
23.83 |
83.29 |
|
|
尾矿 |
90.15 |
0.072 |
5.68 |
|
|
原矿 |
100.00 |
1.15 |
100.00 |
|
|
500 |
铜铅精矿 |
5.79 |
2.20 |
11.17 |
|
锌精矿 |
3.99 |
23.78 |
83.23 |
|
|
尾矿 |
90.22 |
0.071 |
5.60 |
|
|
原矿 |
100.00 |
1.14 |
100.00 |
由表8试验结果可知,随着硫酸铜用量增大,锌精矿品位和心回收率先升高后降低,而用量在300g/t范围内,锌精矿品位和回收率相对其他用量时较好,根据试验结果,选择CuSO4用量为300g/t为宜。
免责声明:矿库网文章内容来源于网络,为了传递信息,我们转载部分内容,尊重原作者的版权。所有转载文章仅用于学习和交流之目的,并非商业用途。如有侵权,请及时联系我们删除。感谢您的理解与支持。

